

Höghastighetsformningsmaskin för papperskoppar
Produktvideo
Specifikation
| Papperskoppspecifikation | 4-16 oz (100-450 ml) (form utbytbar) Topp: 55-90mm Höjd: 60-135mm Botten: 55-70mm |
| Pappersspecifikation | 150-350 GSM enkel/dubbel PE-bestruket papper eller PLA-bestruket papper |
| Produktionskapacitet | 120-150 st/min |
| Kraftkälla | 380V 50HZ/60HZ 3Fas |
| Genomsnittlig effekt | 12KW (Total effekt: 18KW) |
| Lufttillförselkrav | Lufttryck:0,5-0,8Mpa Luftuttag:0,4cbm/min |
| Totalvikt | 3500 kg |
| Paketstorlek | (L*B*H): 2800*1600*1850mm |
Maskindetalj
1. Pappersmuggsfläktarna kommer att sugas ner och skjutas framåt.Efter att de två sidorna av förseglingsytan har förvärmts, kommer papperskoppens hylsa att förseglas på den horisontella formningsformen av Ultrasonic.
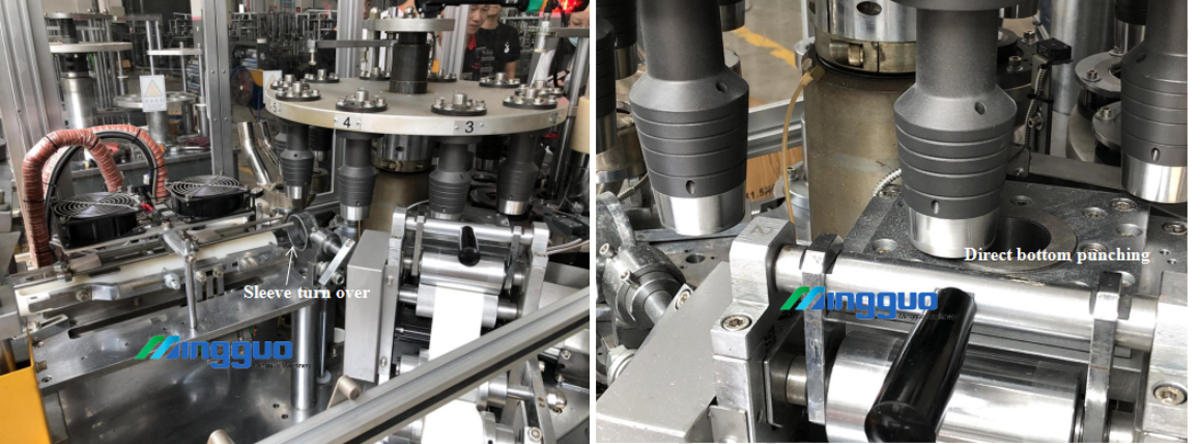
2. Direkt stansanordning för papperskoppsbotten styrd av servomotor som är mer exakt och papperssparande.
3. Efter stansning i botten kommer muggformarna med pappersmuggsbotten att överföras för att acceptera pappersmuggans hylsa.Hylsan vänds upp och går genom formarna.

4. Formarna med hylsa och botten kommer att värmas två gånger av varmluftspistolerna.Och sedan kommer änden av hylsan att förvikas inåt för att göra sig redo för försegling med pappersmuggens botten.
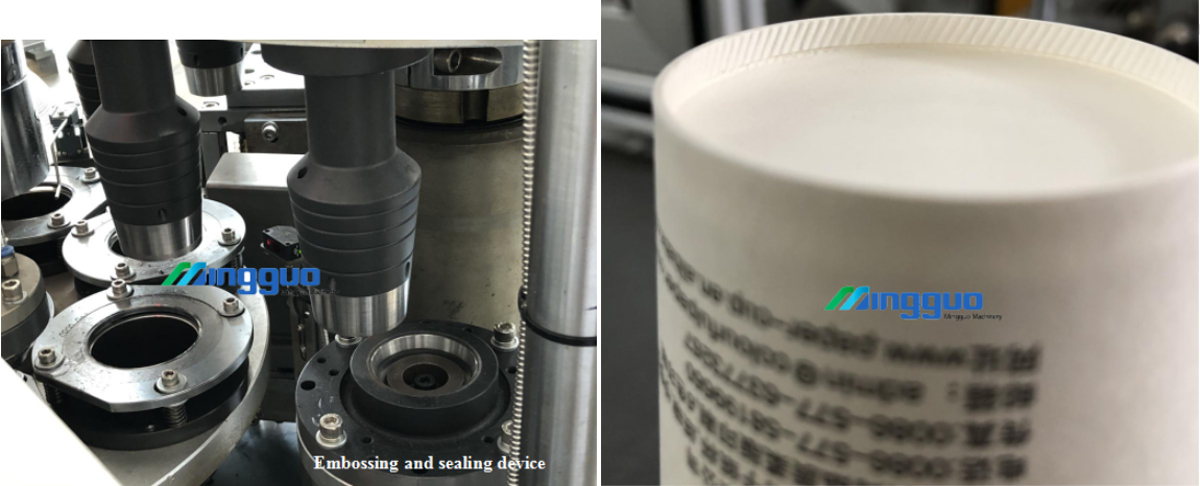
5. Efter två gångers uppvärmning av varmluftspistolen och förvikning inåt, kommer papperskoppens botten att förslutas ordentligt av präglings- och förseglingsanordningen.Sedan kommer de välformade pappersmuggarna att överföras till den andra skivspelaren för att bilda den övre krullen.
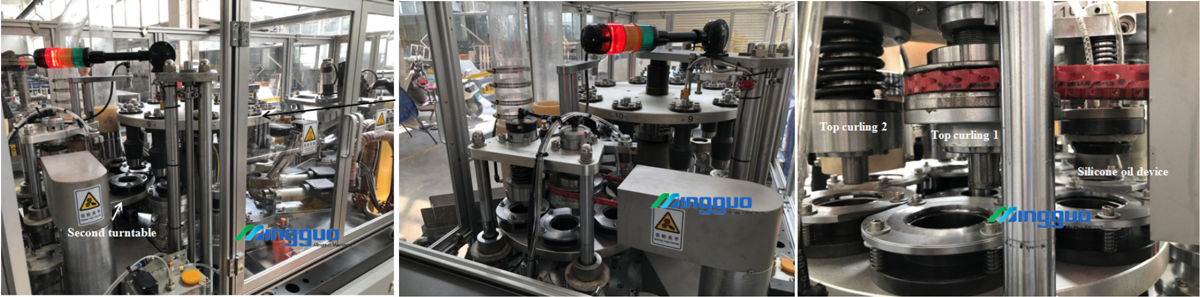
6. Innan den övre krullningen kommer att fuktas av den livsmedelsgodkända silikonoljan för att göra trycket väl fördelat för att undvika bristning, vilket förbättrar papperskoppens estetiska grad.
7. Efter att oljan har fuktats kommer koppens topp att rullas två gånger.Jämfört med en gång curling är två gånger curling mer lämplig på höghastighetsmaskiner vilket gör koppen curling mer kompakt och snyggare.
Till detta steg görs en kopp.Muggarna kommer att blåsas till akrylröret till uppsamlingsbordet.Varje stackkvantitet kommer att räknas.
Maskinens egenskaper
1. Hastighet: 120-150koppar/min
2. Denna maskin antar intermittent indexeringskammekanism av öppen typ.
3. Kuggväxel och vertikal axelstruktur bidrar till en rimlig fördelning av olika funktionskomponenter.
4. Hela maskinen använder automatiskt spraysmörjsystem, vilket minskar slitaget på maskindelar, stödjer maskinen att arbeta under lång tid utan avbrott.
5. Cirka 13 sensorer på 1 maskin för att övervaka hela kopptillverkningsprocessen
6. Kroppen av pappersmugg och botten av koppdelen bundna av schweizisk (Leister märke) värmare, vilket säkerställer stabiliteten i vidhäftningen
7. Två gånger curling, den första är roterande curling, den andra är uppvärmning av stereotyper, vilket förbättrar formstyrkan hos pappersmuggar, koppens munskönhet och pappersmuggstorleksstabilitet.
8. PLC och pekskärmskontroll används vid koppformning, fotoelektriskt öga används i hela felkontrollprocessen.
9. Servomotorpappersmatning förbättrar utrustningens stabilitet, uppnår snabb jämn gång, implementerar automatiskt felstopp och reducerar i hög grad arbetskostnaden
Produktionseffektivitet
1. Produktionsproduktion upp till 60 000 koppar per skift (8 timmar)
2. Andelen godkända är högre än 99% under normal produktion
3. En operatör kan hantera flera maskiner samtidigt
Produktkategorier


- Tel: +86 15858839222
- Zheng Song Road #529, Wanquan Town, Pingyang City, Wenzhou, Zhejiang-provinsen, Kina
- zoe@feidamachine.cn



